金刚石钻头
总览
由于先端刀柄部分全部由研削石组成,所以可以提高钻头寿命。
再加上研削石的厚度(刀厚)非常薄刃,因此可以实现高品质加工。
特征
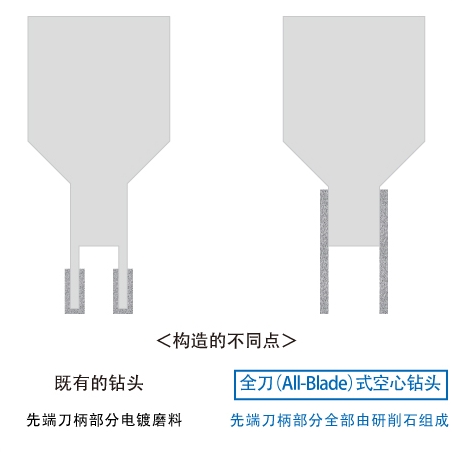
全刀(All-Blade)式构造
- 与电镀钻头和烧结钻头相比,刀厚更薄
提高钻头寿命
- 和电镀一层磨料的钻头相比,此钻头的先端全部由研削石组成,因此工具寿命延长了数十倍(※)
- 和烧结钻头相比,其寿命也高达数倍(※)
※比较数据有依存加工条件
实现高品质加工
- 由于刀厚可以做得很薄,所以与电镀钻头和烧结钻头相比,加工后的加工件崩边会很小,实现高品质加工
加工时间的短缩
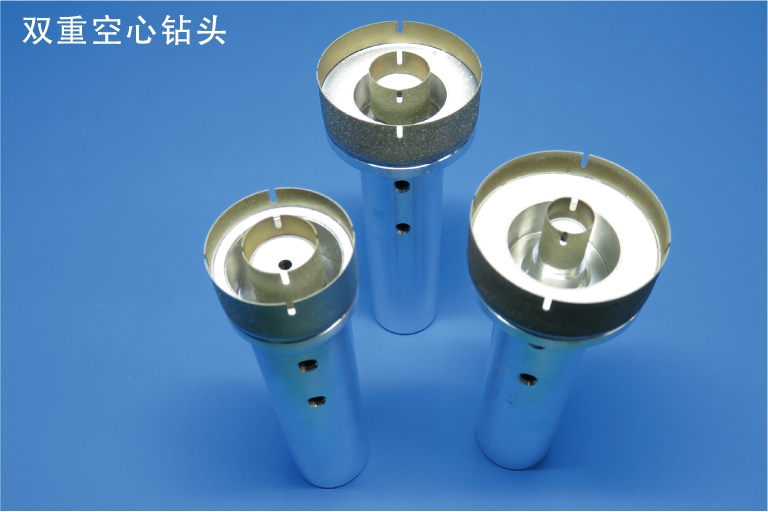
- 使用双重设计空心钻头,可以一次性同时加工外径和内径,因此提高加工精度和缩短加工时间
根据加工用途,钻头规格可以订做
- 钻头尺寸和磨料的大小等规格可以制订
标准规格
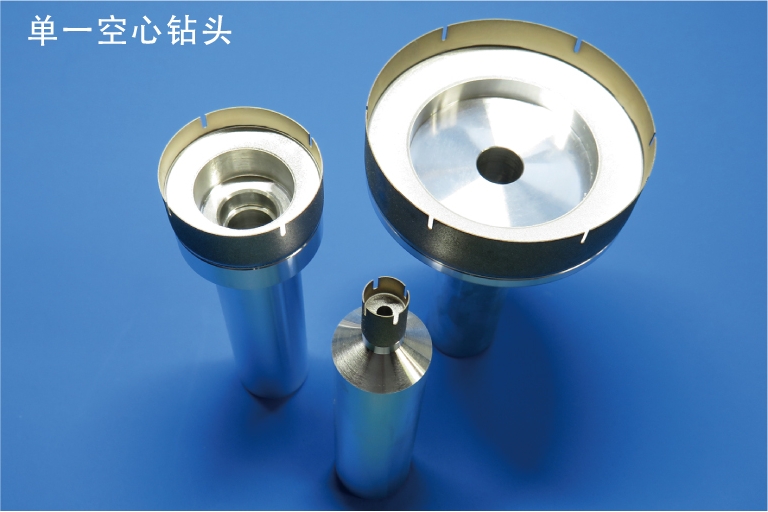
单一空心钻头
| 刀柄径(mm) | φ10 or φ20 |
| 钻头径(mm) | φ4 ~ φ100 |
| 磨料粒度 | #400 |
| 刀厚(mm) | 0.25 |
| 刀长(mm) | 6 |
双重空心钻头
| 刀柄径(mm) | 外径 φ20 内径 φ10 |
| 钻头径(mm) | 外径 φ16~φ100 内径 φ4~φ50 |
| 磨料粒度 | #400 |
| 刀厚(mm) | 0.25 |
| 刀长(mm) | 6 |
选件
规格可以制订,具体规格和需求,请联系我司销售单位
市场・用途
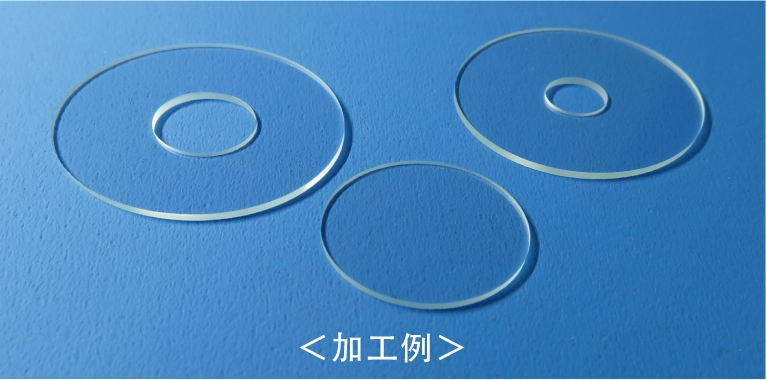
- 玻璃旋转编码器加工
- 玻璃盘加工
- 各种玻璃的空心加工
- 陶瓷,SiC,复合材料,晶体材料等的空心加工